烟台附近焊管批发
发布时间:2023-06-30 00:47:08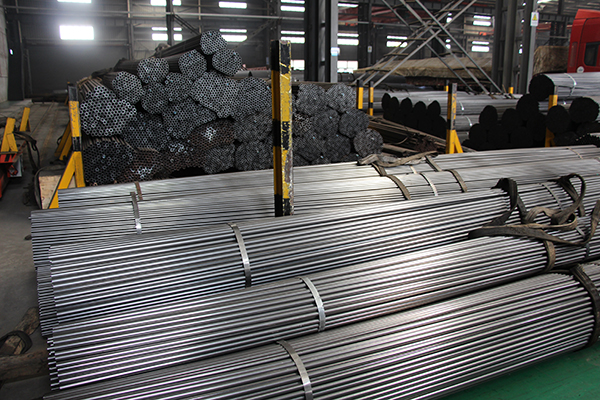
烟台附近焊管批发
工艺与精细无缝管冷拔工艺相同,是用精细电阻焊接(ERW)精细拔制而成,制作选用EN 10305-2欧盟机械冷拔碳钢焊管规范。使用连续式轧管机组出产热轧 是比较好的办法。若欲获得规范小和质量好的冷拔钢管,要选用冷轧、冷拔或许两者联合的办法。冷轧通常在二辊式轧机长进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机长进行。揉捏法即将加热好的管坯放在密闭的揉捏圆筒内,穿孔棒与揉捏杆一同运动,使揉捏件从较小的模孔中挤出,用此法出产直径较小的钢管。

烟台附近焊管批发
焊接时将热轧带钢送进焊管机组,经多道轧辊揉捏成型,热轧带钢慢慢翻卷,发生有张口空地的环形精轧管,调理揉捏成型辊的压下量,使焊接空地操纵在1~3mm,并使焊缝两头平齐。 装置产质量量检验:1、焊管处不可电焊焊接立管,弯曲处不能有焊接。2、竖直装置的立管每米差错应低于3mm,水准装置的差错应低于1mm。3、工艺性能应光洁,不容许有伸缩、缝隙、层次、搭焊等缺陷。焊管表层的划道、划伤、焊接移位和结痂等轻度缺陷不能大于壁厚负差错。

烟台附近焊管批发
在机组中一起配备冷拔和冷轧机有利于发挥它们各自的长处,特别是对出产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。惯例冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。冷加工管机组出产特点是管料从投入到加工成制品一般要通过屡次冷变形并发生加工硬化,因此整个出产过程由多个预备工序和变形工序组成,且具有往复循环的特点,工序多,出产周期长、金属耗费较大,出产功率较低,一般出产规模均不大,很少用这种机组。

烟台附近焊管批发
在制作 的时分,它的截面是能够有必定的弯曲程度的,进行弯曲有利于 的承受能力。但在制作热轧管的时分,它的截面是不能够有部分弯曲的现象,这样会影响它的使用寿命。由于 与热轧管的制作工序上有所不同,所以导致它们的尺寸精度精度表面的光洁度也不一样。一般来说, 要比热轧管的精度要高,表面光洁度也要好许多。 与热轧管的截面散布也有必定的不同,这是由于在制作成型时,剩下应力发生的原因有所不同。这就导致了 的截面的剩下应力有一些弯曲,而热轧管的剩下应力是归于薄膜型的。