台州品牌焊管批发
发布时间:2023-07-30 00:46:51
台州品牌焊管批发
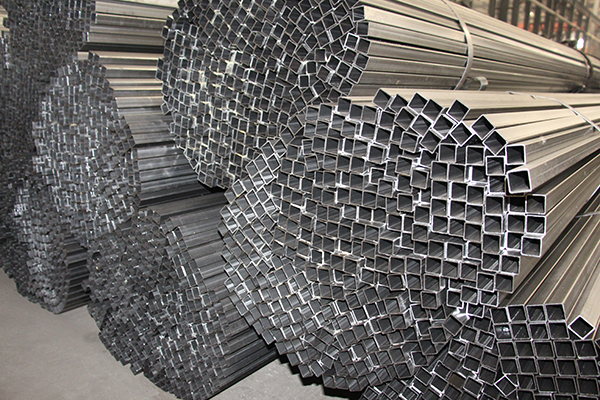
焊管又称焊接钢管,根本用钢板或带钢通过曲折成型后焊接制成的钢管。焊管的用处主要是用于锅炉、轿车、船只、修建用轻型结构的门窗钢、家具,各种农业机械、棚架、电线穿线管、高层货架、集装箱等。的焊接办法是多样化的,一种是接连炉焊,其特点是出产效率高,出产成本低,焊管接头冶金结合不完全,焊缝质量差,归纳机械性能差。另一种是电阻焊,出产效率高,自动化程度高,焊接时不需要焊条和焊药,对母材损害小,焊后的变形和剩下应力也较小。但它的出产设备较凌乱,设备出会比较高,对焊接接头的表面质量要求也比较高。

台州品牌焊管批发
的焊接办法选用STT根焊+CRC-P260主动焊机热焊、填充、盖面。焊接设备:林肯STT焊机、林肯DC-400、CRC-P260主动焊机。维护气体:STT根焊维护气100%CO2,全主动焊维护气为80%Ar+20%CO2。 主动焊常用复合坡口或U型坡口,在小壁厚管线中也可运用V型坡口,它们一起的特色便是坡口上口空隙较小。西气东输二线管道壁厚为21.0mm,V型坡口的上口宽度约为22mm,此宽度已挨近CRC-P260焊枪摆幅极限。这样的坡口型式对主动焊接对是一个巨大的挑战。

台州品牌焊管批发
出产工艺简略,出产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用相同宽度的坯料出产管径不同的焊管。可是与相同长度的直缝管比较,焊缝长度增加30~90%,而且出产速度较低。从焊接工艺而言,螺旋焊管与直缝焊管的焊接办法一起,但直缝焊管不可避免地会有许多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力情况,增加了发生裂纹的可能性,同时也增加了成本。
台州品牌焊管批发
出产工艺简略,出产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用相同宽度的坯料出产管径不同的焊管。可是与相同长度的直缝管比较,焊缝长度增加30~100%,而且出产速度较低。从焊接工艺而言,螺旋焊管与直缝焊管的焊接办法一起,但直缝焊管不可避免地会有许多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力情况,增加了发生裂纹的可能性。而且,根据埋弧焊的工艺规则,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法抵达该条件,由此在熄弧处可能有较多的焊接缺陷。

台州品牌焊管批发
在焊接的过程中,电流在200~250A、电压在18~22V、送丝速度400~500in/min、焊接速度在12~16in/min时,实验焊中发现F4、F5、F6部分焊缝立焊方位呈现层间未熔合和坡口未熔合,但依然没有气孔呈现,仰焊部分余高不大。发生层间未熔合和坡口未熔合的焊缝焊接电流小于220A,电压21V,送丝速度小于450in/min,焊接速度大于15in/min,且焊枪摇摆频率小于90次/min。进步送丝速度、电流电压(调整焊丝伸出长度)、加大焊枪摇摆起伏一起尽量选择较快的焊枪摇摆频率、操控立焊部位焊接速度后,F4、F5、F6检测后未发现层间未熔合和坡口未熔合。