莱芜品牌直缝焊管厂家
发布时间:2023-10-13 00:46:10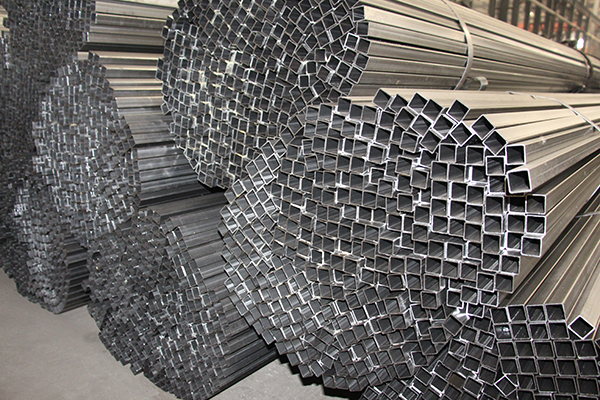
莱芜品牌直缝焊管厂家
在21世纪,已广泛应用于许多水厂,石化,化工,电力,农业灌溉和城市建设。在选择焊管的类型时,许多人仍然不知道焊管的厚度。给您一个具体的了解类型和厚度的焊管的机会。是以带卷为质料,选用双丝埋弧主动焊揉捏焊接而成的一种螺旋缝焊管。螺旋焊管将钢带送入焊管机组。多辊轧制后,带钢逐步向上轧制,构成具有开口空地的圆坯。调整揉捏辊的压下量,使焊接空地控制在1-3 mm,焊接端均匀。常用规格为:外径219mm、273mm、325mm、377mm、426mm、529mm、630mm、820mm、1020mm、1220mm、1420mm、1520mm、1620mm、1820mm、2020mm。

莱芜品牌直缝焊管厂家
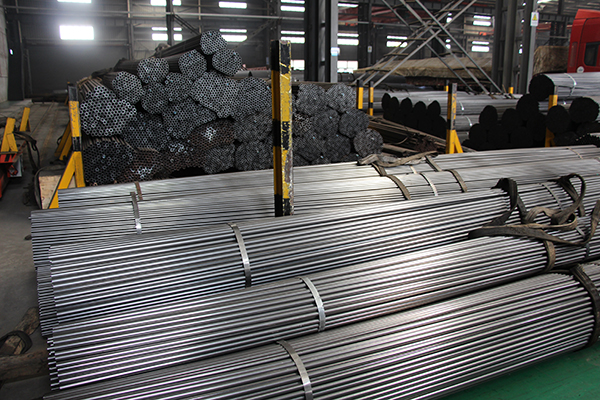
工艺与精细无缝管冷拔工艺相同,是用精细电阻焊接(ERW)精细拔制而成,制作选用EN 10305-2欧盟机械冷拔碳钢焊管规范。使用连续式轧管机组出产热轧 是比较好的办法。若欲获得规范小和质量好的冷拔钢管,要选用冷轧、冷拔或许两者联合的办法。冷轧通常在二辊式轧机长进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机长进行。揉捏法即将加热好的管坯放在密闭的揉捏圆筒内,穿孔棒与揉捏杆一同运动,使揉捏件从较小的模孔中挤出,用此法出产直径较小的钢管。

莱芜品牌直缝焊管厂家
的焊接办法选用STT根焊+CRC-P260主动焊机热焊、填充、盖面。焊接设备:林肯STT焊机、林肯DC-400、 CRC-P260主动焊机。维护气体:STT根焊维护气CO2,全主动焊维护气为80%Ar+20%CO2。常用复合坡口或U型坡口,在小壁厚管线中也可运用V型坡口,它们一起的特色便是坡口上口空隙较小。西气东输二线管道壁厚为21.0mm,V型坡口的上口宽度约为22mm,此宽度已挨近CRC-P260焊枪摆幅极限。这样的坡口型式对主动焊接是一个巨大的挑战。根据以往经历确定了主动焊实验焊接工艺参数。
莱芜品牌直缝焊管厂家
分热镀锌和电镀锌两种,热镀锌镀锌层厚,具有镀层均匀,附着力强,运用寿命长等长处。电镀锌成本低,外表不是很光滑,其自身的耐腐蚀性比热镀锌管相差很多。热镀锌管是使熔融金属与铁基体反应而发生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管外表的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。具有镀层均匀,附着力强,运用寿命长等长处。冷镀锌管冷镀锌便是电镀锌,镀锌量很少,只要10-50g/m2,其自身的耐腐蚀性比热镀锌管相差很多。