济宁品牌焊管厂家
发布时间:2023-11-24 00:45:37
济宁品牌焊管厂家
装置 前的工程施工准备:管路沟应按工程图纸规定挖好,管井切砖结束,不同型号规格 已交货,质量没有损坏,并检测达标,所施工用的工具,包含直流焊机、主动切割机、冲击电钻、角磨机等提前准备齐备。根据施工图设计开展管路准确定位,根据当场状况预制构件管道支架,随后根据设计方案和当场开打开料,随后用角磨机磨焊缝,再开展电焊焊接。电焊焊接时将热轧带钢送进焊管机组,经多道轧辊揉捏成型,调理揉捏成型辊的压下量,使焊接空地操纵在1~3mm,并使焊缝两头平齐。

济宁品牌焊管厂家
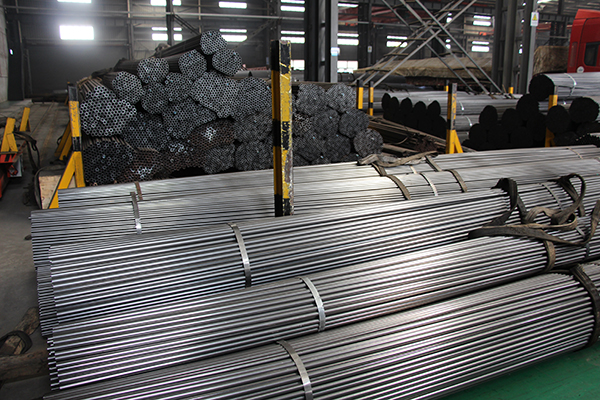
冷拔钢管用拉拔、揉捏、穿孔等方法出产的整根钢管外表没有接缝的钢管。是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。是用钢锭或实心管坯经穿孔制成毛管,然后经冷拨制成。是用于机械结构、液压设备的尺度精度高和外表光洁度好的精细冷拔无缝管。大部分选用精细无缝管制作机械结构或液压设备等,可以大大节约机械加工工时,进步资料利用率,一起有利于进步产品质量。碳素结构钢冷拨无缝管,主要用10、20号钢制作,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。
济宁品牌焊管厂家
近年来,随着炼钢、轧钢技术以及焊接自动控制技术、无损探伤和在线检测技术的进步,出产技术朝着自动化、高速化、多品种方向开展。 在许多职业中都有广泛的运用,小到灯具,大到轿车出产,它的身影都无处不在,也正是因为其适用于很多职业,从材质上的差异,再到标准的不同,焊管的标准种类比较复杂,即便材质相同,也存在这外径、壁厚、长度的差异,这就要求,能够依据不同客户的要求,按需进行定制出产,满足不同客户的不同需求。
济宁品牌焊管厂家
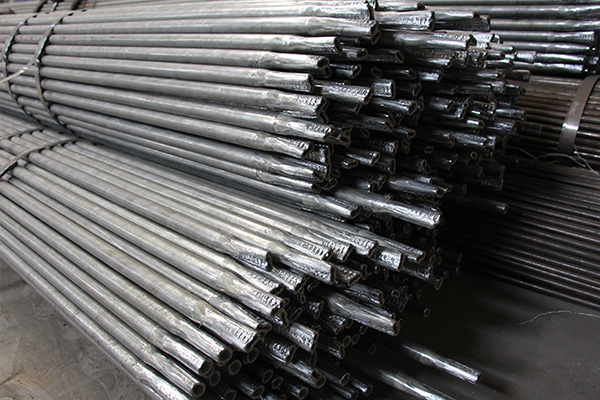
实验焊接中发现主动焊缝易呈现缺陷有层间未熔合、侧壁未熔合、密布气孔、仰焊部位余高超支等。因此往往进行试焊,在试焊过程中,电流在210~235A、电压在21~23V、送丝速度在420~480in/min、焊接速度在12~15in/min时,实验焊接中发现F1、F2、F3焊缝上几乎未呈现层间未熔合状况、坡口未熔合及密布气孔状况。剖析以为F1、F2、F3、三道焊缝坡口宽度小,气体维护充沛,因此不会发生氮气孔;坡口宽度小使得焊枪摆幅小,摇摆频率高,因此在送丝速度必定状况下母材与填充金属熔合充沛,因此发生未熔合的几率较小;仰焊部位焊缝余高不大。

济宁品牌焊管厂家
出产工艺简略,出产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用相同宽度的坯料出产管径不同的焊管。可是与相同长度的直缝管比较,焊缝长度增加30~100%,而且出产速度较低。从焊接工艺而言,螺旋焊管与直缝焊管的焊接办法一起,但直缝焊管不可避免地会有许多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力情况,增加了发生裂纹的可能性。而且,根据埋弧焊的工艺规则,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法抵达该条件,由此在熄弧处可能有较多的焊接缺陷。