
制作过程中的各种缺点,一般都能在生产中经过压扁、扩口或水压试验时发现,但也有部分缺点,尤其是内涵缺点,目检难以发现和判别,但可能会在使用过程中或今后的冷加工时呈现。因而在生产线上设置无损检测及时发现产品的缺点是十分必要的。从焊管机组生产效率高的角度考虑,可避免发生批量性低质量焊管,对出厂制品质量及后步冷加工质量也能起到确保作用。
用于钢管的无损检测有多种办法,焊接精细钢管常用的主要有超声波、涡流或漏磁探伤等。涡流探伤适用于金属材料的外表缺点和接近外表的缺点检测;漏磁探伤用于外表缺点和必定深度的内部缺点。超声波探伤能发现细长的缺点,对焊缝顶部未焊透,潜藏的裂纹及焊缝之间热影响区伸展的裂纹能正确发现并确认其方位。经过无损探伤,检测焊管焊缝未焊透,未熔化、夹渣、气泡、缩短裂纹,表里外表的横向纵向条状和分层。
无损探伤检查有两个层次,一层次是放在定径段即在线探伤,作用是监测焊缝质量;二层次是对制品钢管的无损检测,要求对全管进行检测,以确保产品质量。
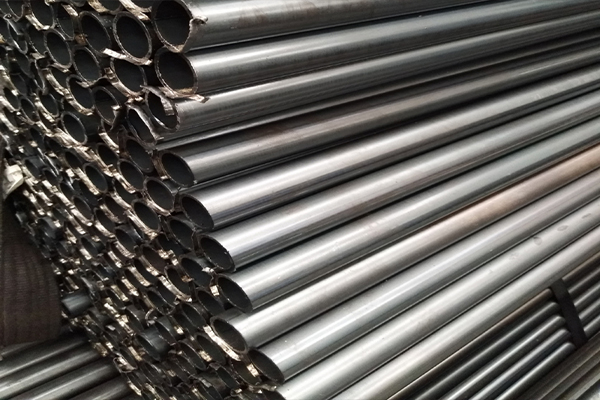
精细焊接钢管具有比一般焊接钢管几许尺度精细,焊缝与表里外表质量优异,壁厚均匀等特点。因而,精细焊接钢管在生产中,对焊管成型机组及其配套设备有以下要求:
1高刚度、高强度的成型与定径机座: 为了削减焊管机组在很大负荷运行中强塑变形,使每个机座总的积累误差,弹性变形量削减,以进步 的尺度精度。因而需进步机架、平辊轴、轴承座、压下压,上机械等刚度和强度和机加工精度。在设备选型时,要挑选重型装备焊管机组及其配套设备。
2添加成型机座2 ~ 3座: 为了削减弹性变形,加工道非须相应添加。一般 机组成形变形加工道次比普通焊管机组添加2 ~ 3道次,因而成型机座要添加2~ 3个机座。
3为确保机组轧制之间线(笔直之间线)各机座道次统一,以之间做好基轴,两边定位尺度及中间套要准确。机组要有准确的定位基准。在水平线的方位上,应按照工艺要求形成上山线(下山线)或平直线,以确保不能呈现曲线动摇,因而要求机座需求装备压上、压下机械,便于调整。
看了以上内容感觉如何呢?今天小编就介绍到这啦,如果有需求或是疑问欢迎咨询我们的专员哦。

电话:139 6175 6939
邮箱:chenchuanliang@wxxhsgy.com
地址:江苏省无锡市惠山区振石路102号









 苏公网安备32020602001527
苏公网安备32020602001527